|
Clean the parts dismounted and check whether they can be used again. Checking the crankshaft
First check whether the 2 centering holes on the crank- shaft are in
order. If damaged, rework them. Place crankshaft between centers of a lathe or similar device and check
crankshaft for centricity.
Maximum allowable out of round 0.08 mm (0.003 in.) measured with a dial gauge on the
bearing seats. If out of round exceeds 0.08 mm (0.0103 in.) the crankshaft
has to be realigned. This kind of job should be done by experts only.
In case of excessive radial clearance of the con rod
big end bearing or if the crankshaft is in any other way defective, the
crankshaft has to be replaced.
277 Rotax - Rotax 277 Engine Manual
Place radius shim 827 440 on crankshaft., p.t.o. side. Warm ball bearing 6306 to approx.
80 degrees C (180 F) and push it on
crankshaft, p.t.o. side. Push firmly to assure proper seat of the bearing.
Place radius shim 827 44o and shim(s) 944 582 - 944 586 as required to the crankshaft, magneto side. Warm ball bearing
6206 to approx. 80 degrees C (180 F) and push it on crankshaft, magneto side. Push
firmly to assure proper seat of the bearing.
ATTENTION
Never clamp a crankshaft with the crankpin in a vise
trying to mount a bearing because in this case the crankshaft could be
bent and would have to be centered again.
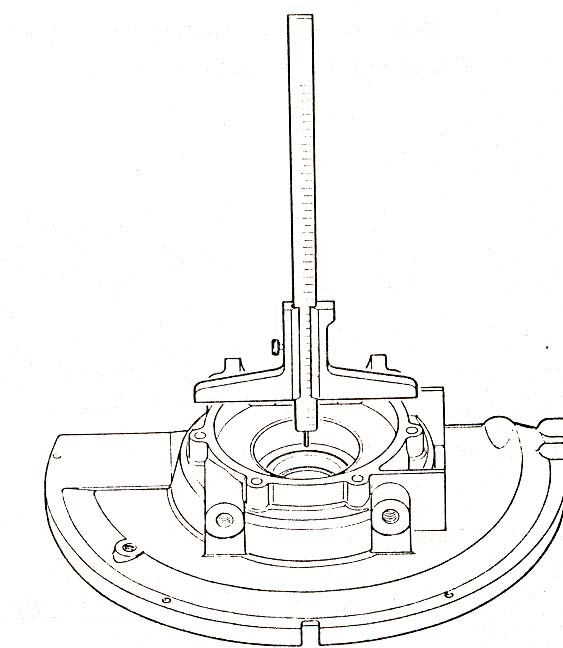
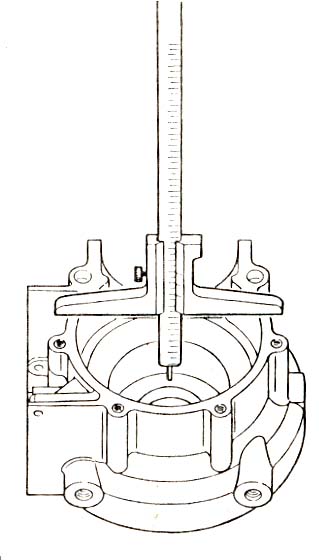
Measuring and adjusting of axial bearing play
The crankshaft installed must have an
axial bearing play
of 0.2 -0.5 mm ( 0.008 -0.020 in.). To measure this, the crankshaft and the 2 crankcase halves have to be measured with a
slide gauge (see ill. no.8 and 9).
277 Rotax - Rotax 277 Engine Manual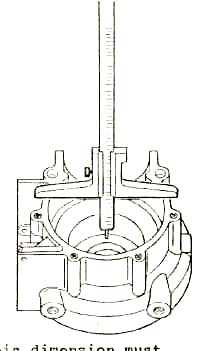
Crankcase half, p.t.o. side
distance between sealing surface and bearing seat 10 -
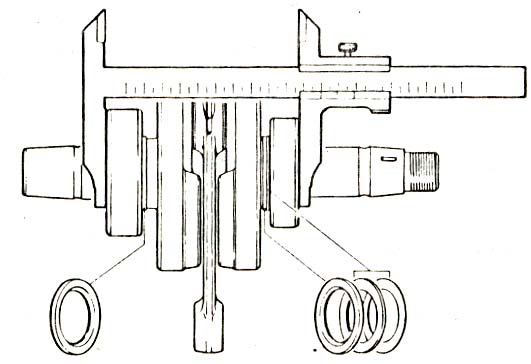
The 2 dimensions have to be added. This dimension must be balanced by
shims on crankshaft, magneto side Ull. no. 10).
Ill. no.
By adding the crankcase gasket at assembly of crankcase halves, the
thickness of the gasket gives the required axial play of crankshaft between the bearings.
ATTENTION: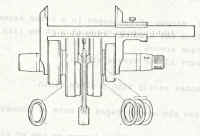
The 2 main bearings have to be mounted so that the cage backs show
towards the oil seals. When adding or removing shims (if necessary), the
bearing, mag. side, has to be pulled off the crankshaft, then be warmed up
again and mounted as per ill. no. 7.
|